


Voir toutes les actualités
Stations Galvanométrique 3 axes
Toutes nos machines laser Co2 à 3 axes
Avantages de nos machines 3 axes
Les lasers CO₂ 3 axes représentent une nouvelle génération de solutions de marquage et de gravure, pensées pour conjuguer rapidité, précision et flexibilité dans les environnements de production les plus exigeants.
Là où les systèmes 2 axes atteignent leurs limites, l’optique dynamique 3 axes assure une homogénéité parfaite du faisceau sur de larges surfaces, tout en permettant un contrôle précis de la profondeur de focalisation.
Ces systèmes garantissent :
– un marquage rapide et constant, y compris en série grâce à l’utilisation de gabarits,
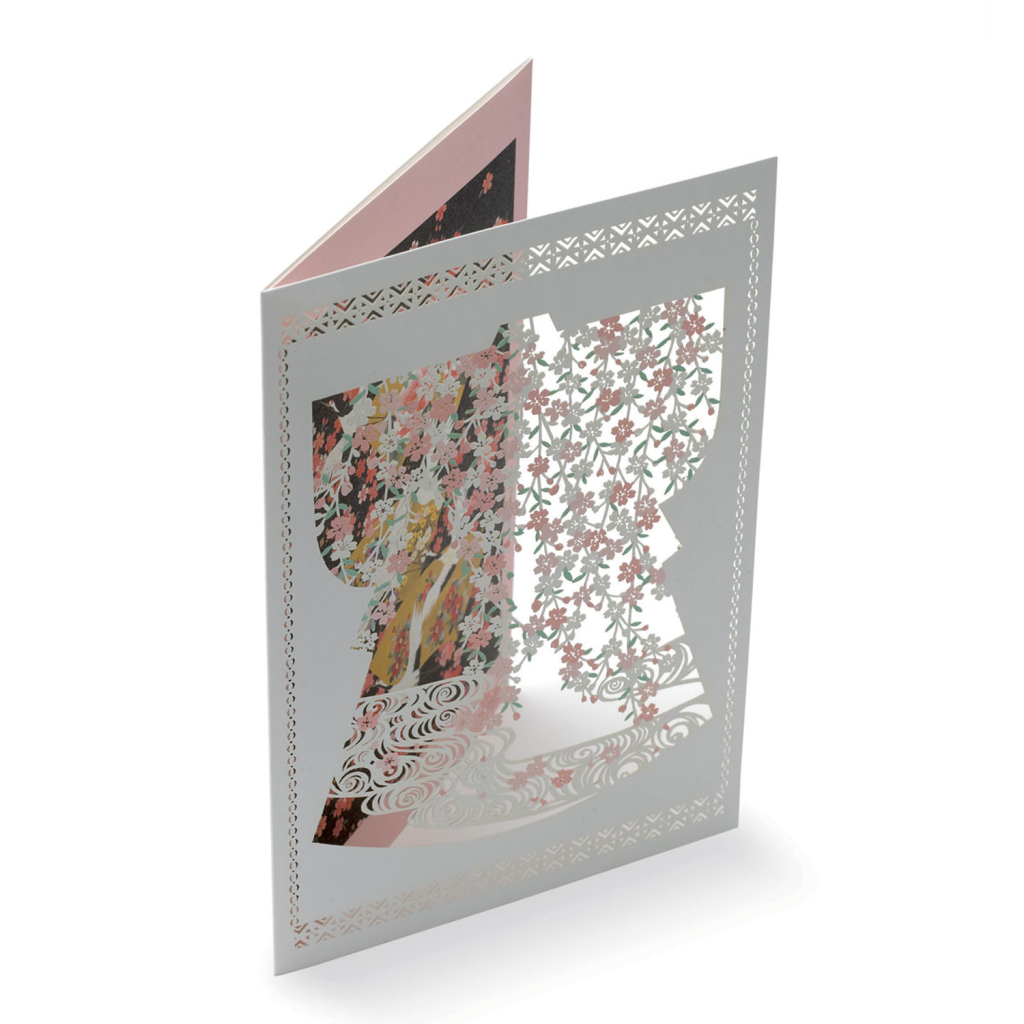
– la possibilité de personnaliser en un seul passage des lots complets de pièces ou d’articles promotionnels,
– une qualité de rendu homogène et durable, même sur des surfaces irrégulières ou légèrement courbes,
– une grande polyvalence d’application : bois, dérivés du bois, plastiques, papier, textiles techniques, verre et autres matériaux organiques.
Alliant productivité et fiabilité, les lasers CO₂ 3 axes offrent aux industriels la capacité de gagner du temps, d’augmenter leur rendement et de valoriser leurs produits par un marquage net, uniforme et durable.
Notre gamme de machines laser co2 à 3 axes

Comment fonctionne un laser Co2 à 3 axes ?
Les étapes de la gravure laser CO2 à station galvanométrique 3 Axes :
Création du fichier graphique
- Conception du dessin ou du motif sur un logiciel de CAO/DAO inclus avec la machine ou par importation depuis un autre logiciel (AutoCAD, Illustrator, CorelDraw, Inkscape, etc.).Le fichier peut être vectoriel (pour tracés précis) ou bitmap (images à graver)
Paramétrage de la gravure
- Sélection du type de travail : gravure (marquage) ou découpe
- Ajustement des paramètres selon le matériau (puissance laser, vitesse, résolution)
- Définition de la zone de travail et positionnement du point de départ
Mise en place du matériau sur la table
- Placement et fixation du matériau à graver ou découper (bois, acrylique, cuir, etc.)
Calibration et test de positionnement
- Réalisation d’un « test de cadre » pour vérifier que le tracé s’inscrit bien dans la zone désirée
- Ajustement de la position du point de départ au besoin
Lancement de la gravure
- Activation du laser
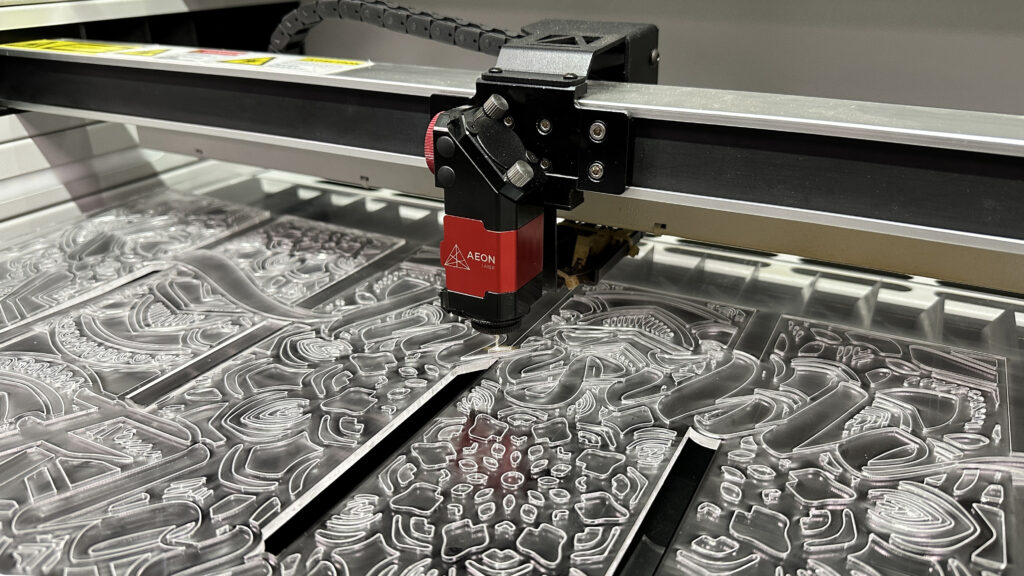
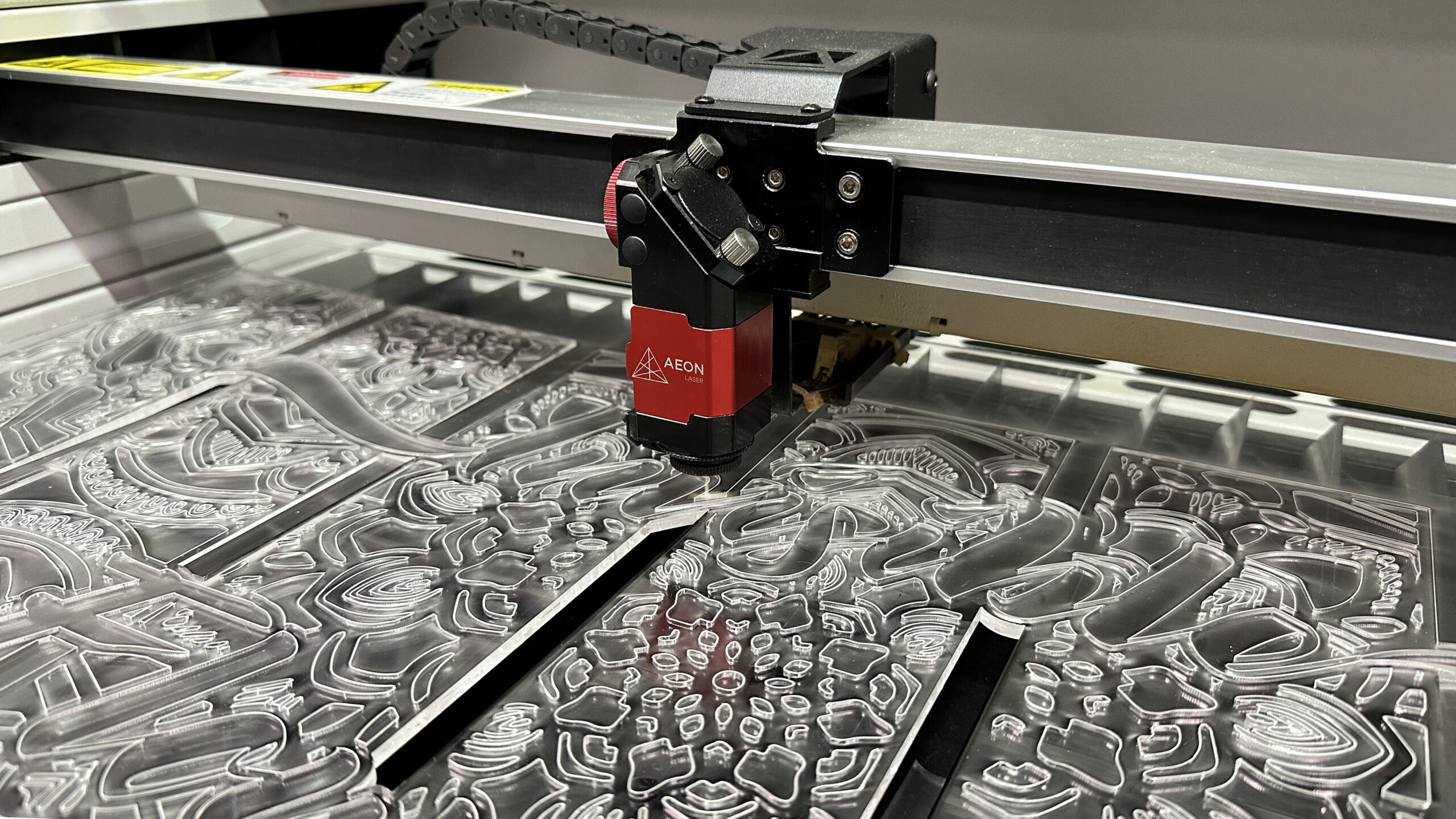
- La distance focale du laser va se régler par rapport à l’épaisseur du matériau. Si le matériau n’est pas plat le laser s’ajustera automatiquement en déplaçant l’optique du 3ème axe.
- La tête galvanométrique déplace rapidement le faisceau selon le dessin, en modulant la puissance du laser pour graver le matériau
Fin de la gravure
- Arrêt automatique ou manuel de la machine
- Retrait du matériau gravé
Nettoyage et finition
- Élimination des résidus de gravure (poussières, cendres)
- Eventuelle finition manuelle (dépoussiérage, polissage)
Marquage laser

Cette technique consiste à brûler la surface du matériau, entraînant une carbonisation qui crée un contraste visuel entre la couleur d’origine et celle obtenue après le marquage. Cette méthode est souvent utilisée pour assurer la traçabilité des pièces, incrémenter des numéros de série, ou ajouter des références.
Gravure laser

Dans ce processus, le laser creuse la surface du matériau, enlevant une fine couche pour former un motif. Cela permet de réaliser des gravures détaillées sur des plaques ou d’autres surfaces, offrant une personnalisation précise et durable.
Découpe laser
La découpe au laser implique de traverser entièrement le matériau avec un faisceau laser très fin (d’environ 100 microns). Cette technique offre une grande précision et une qualité de coupe supérieure pour diverses applications telles que la fabrication de maquettes, la découpe de joints ou de papiers pour faire-parts….