










Voir toutes les actualités

Rubber stamps
From: 7090 €
With over 60 years of experience in the design of equipment and consumables for stamp manufacturing, Thermoflan possesses in-depth knowledge of the market and its key players.
This comprehensive expertise ensures the supply of high-performance products tailored to the demanding needs of professional stamp makers.
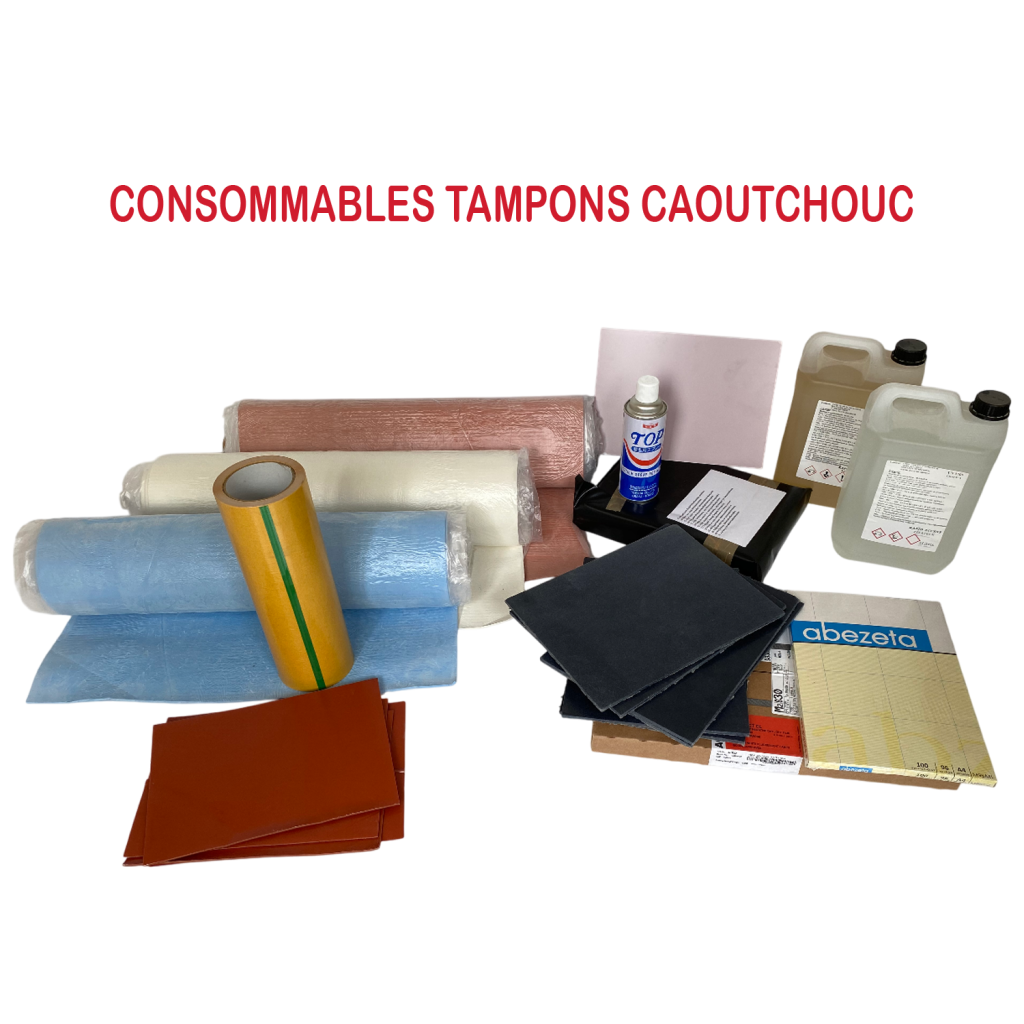
Thermoflan is the specialist in consumables and equipment intended for the manufacturing of rubber stamps: positive and negative films, developers, fixers, hard photopolymers, cliché blanks, rubber, and release agents.
All these products are developed, selected, or distributed directly by Thermoflan, guaranteeing perfect compatibility and consistent quality.
Working directly with a recognized manufacturer means benefiting from proven technical expertise, optimal responsiveness, and controlled economic conditions adapted to the requirements of marking professionals.
Number of colours:
Une couleur
Shape:
Forme relativement plane
Quantity:
Single
Materials:
Technical sheet
Production step — Products available from us
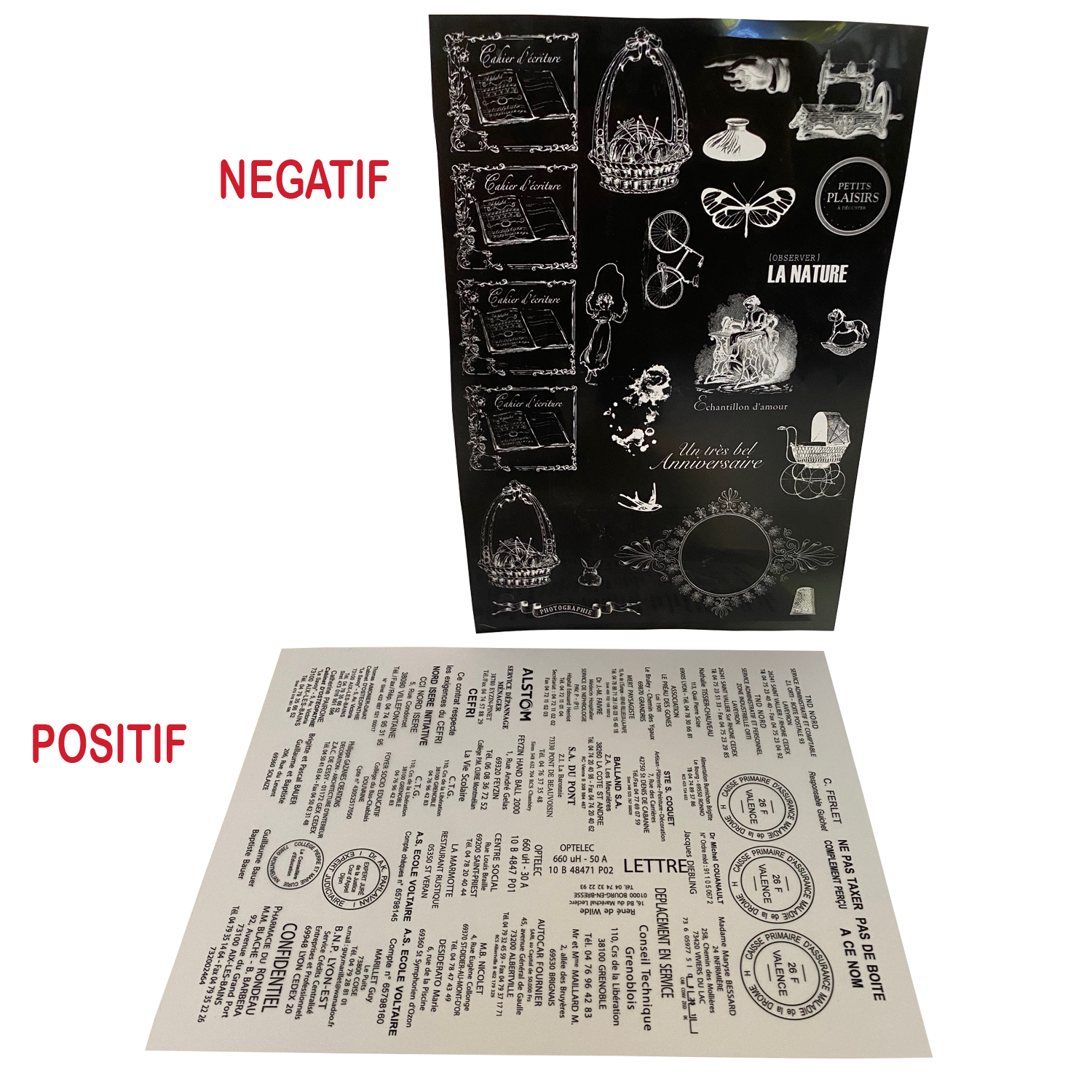
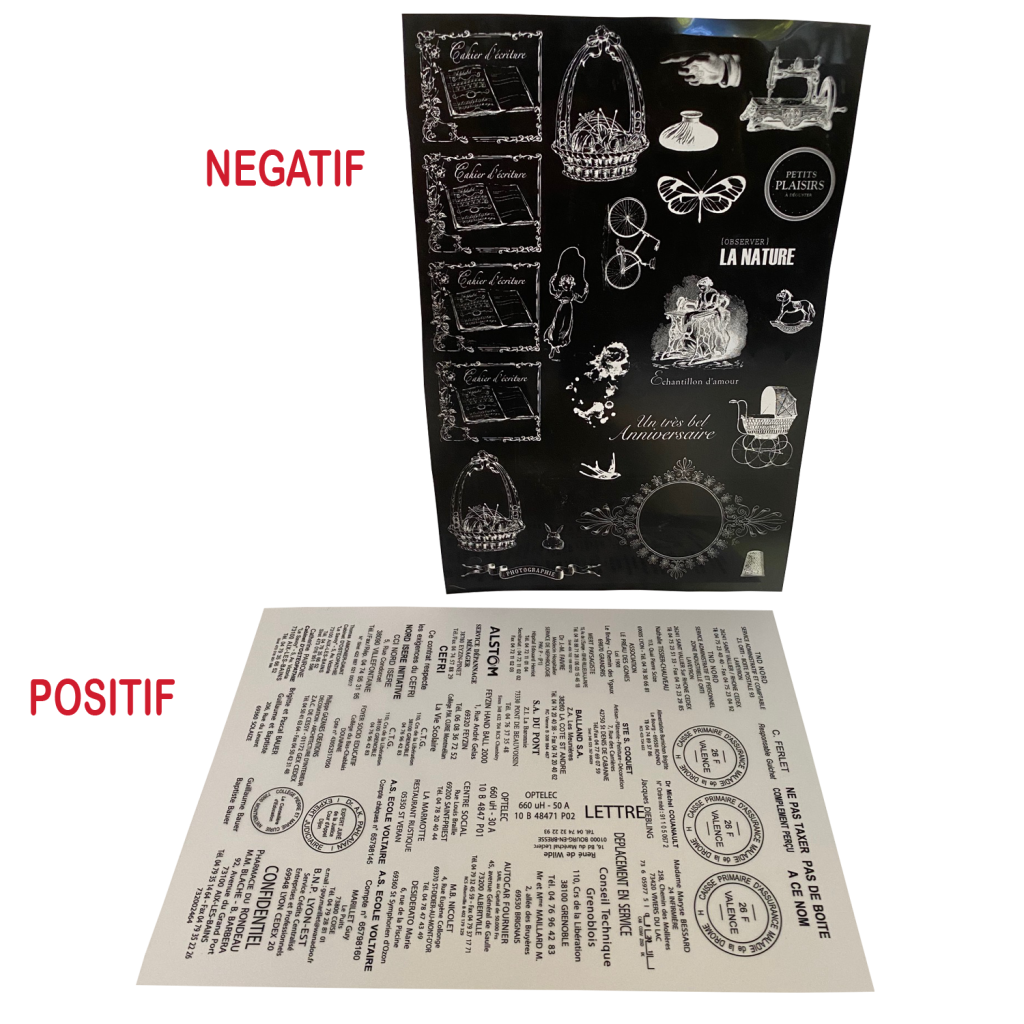
• Positive film
Medium used for creating the positive. It can be printed using a laser or inkjet printer.
• Negative film
“Daylight” film exposed through the positive in the exposure area of the Thermogravor.
After exposure, it is developed in a developer bath and then fixed in a fixer bath to obtain the final negative film.
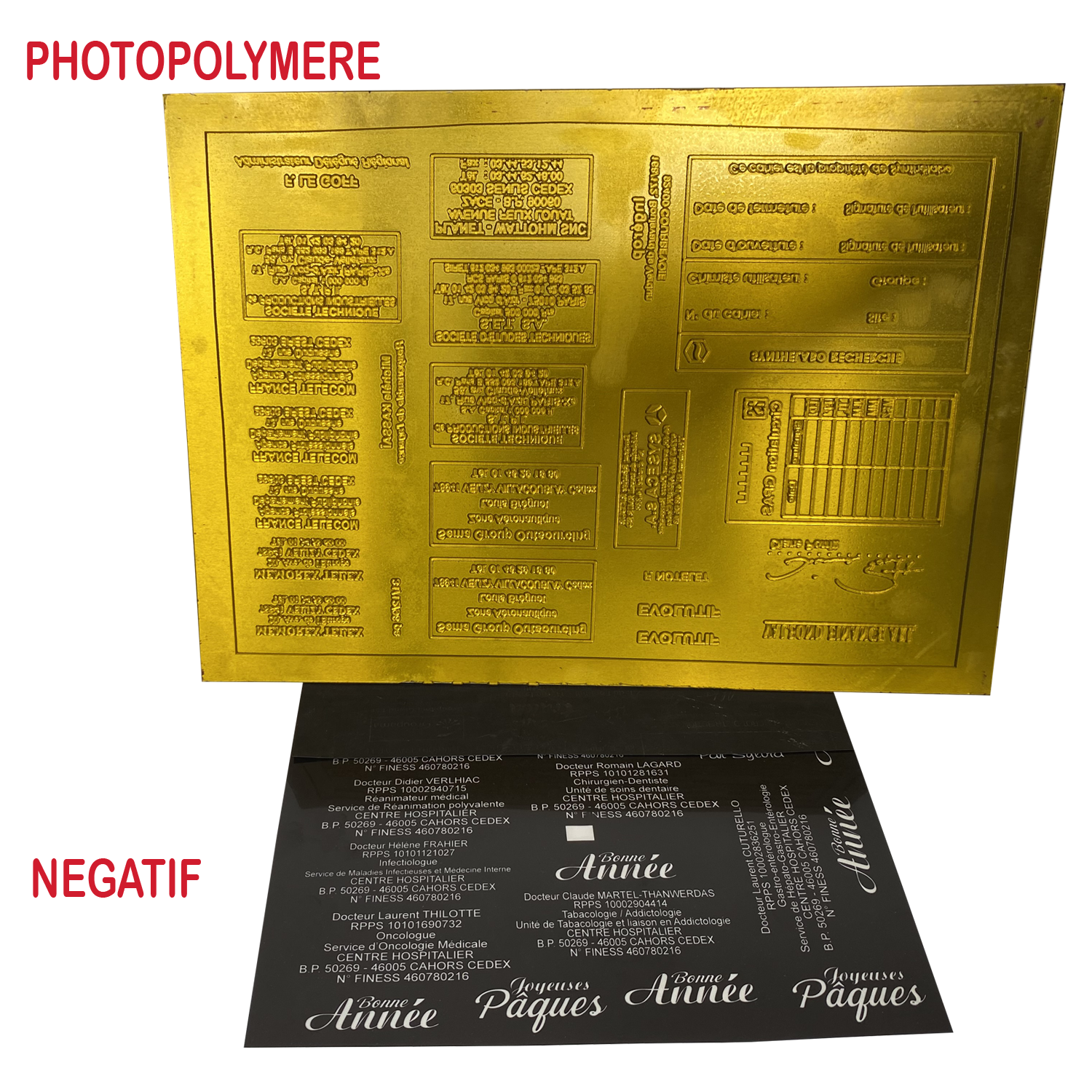
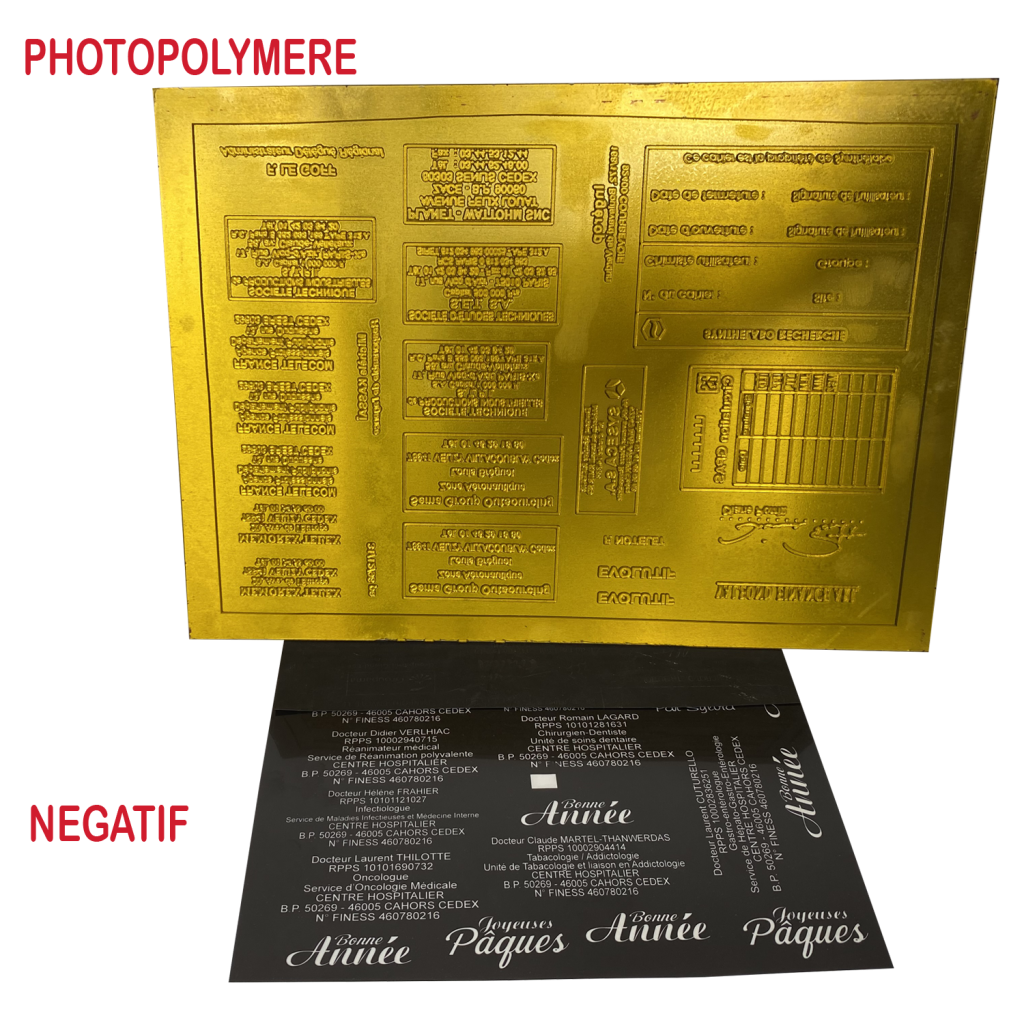
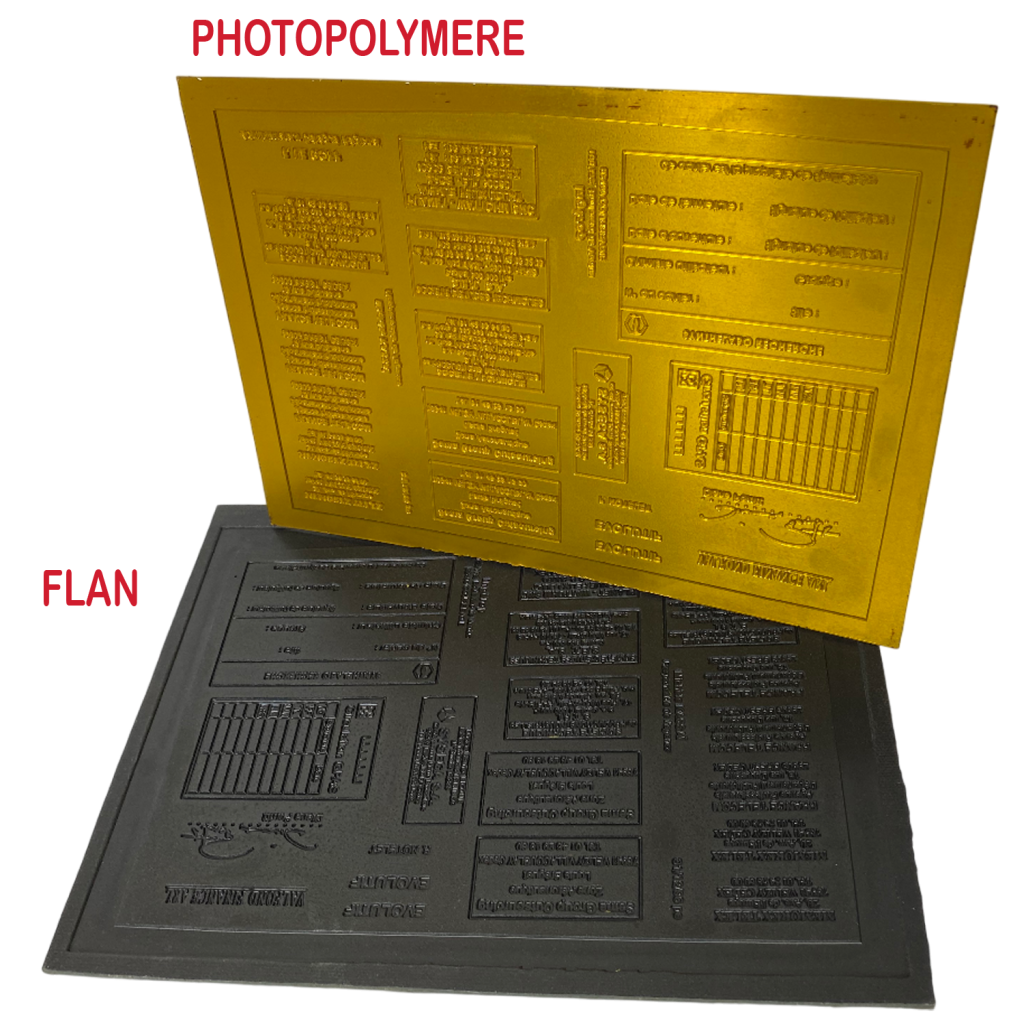
• Hard photopolymer
Photosensitive relief plate allowing, by pressure molding, the creation of the matrix in the matrix board.
It is UV-exposed through the negative film: the exposed areas harden and resist etching in the upper part of the Thermogravor, while unexposed areas are removed by brushing.
The plate is then dried and hardened during post-exposure.
The thickness of the resulting relief determines the height of the characters of the future stamp.
• Release agent
Product sprayed onto the photopolymer to facilitate its release from the matrix board after molding.
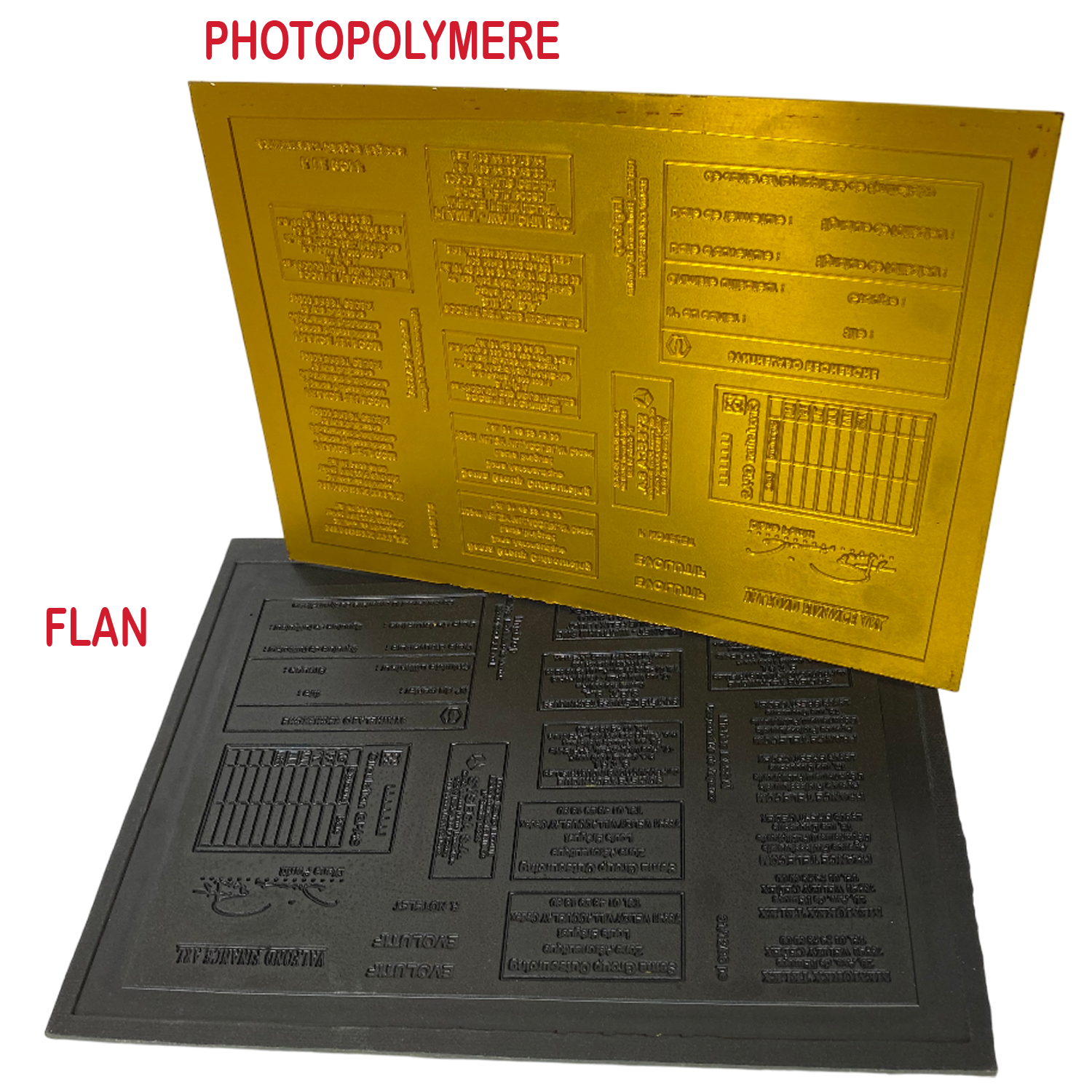
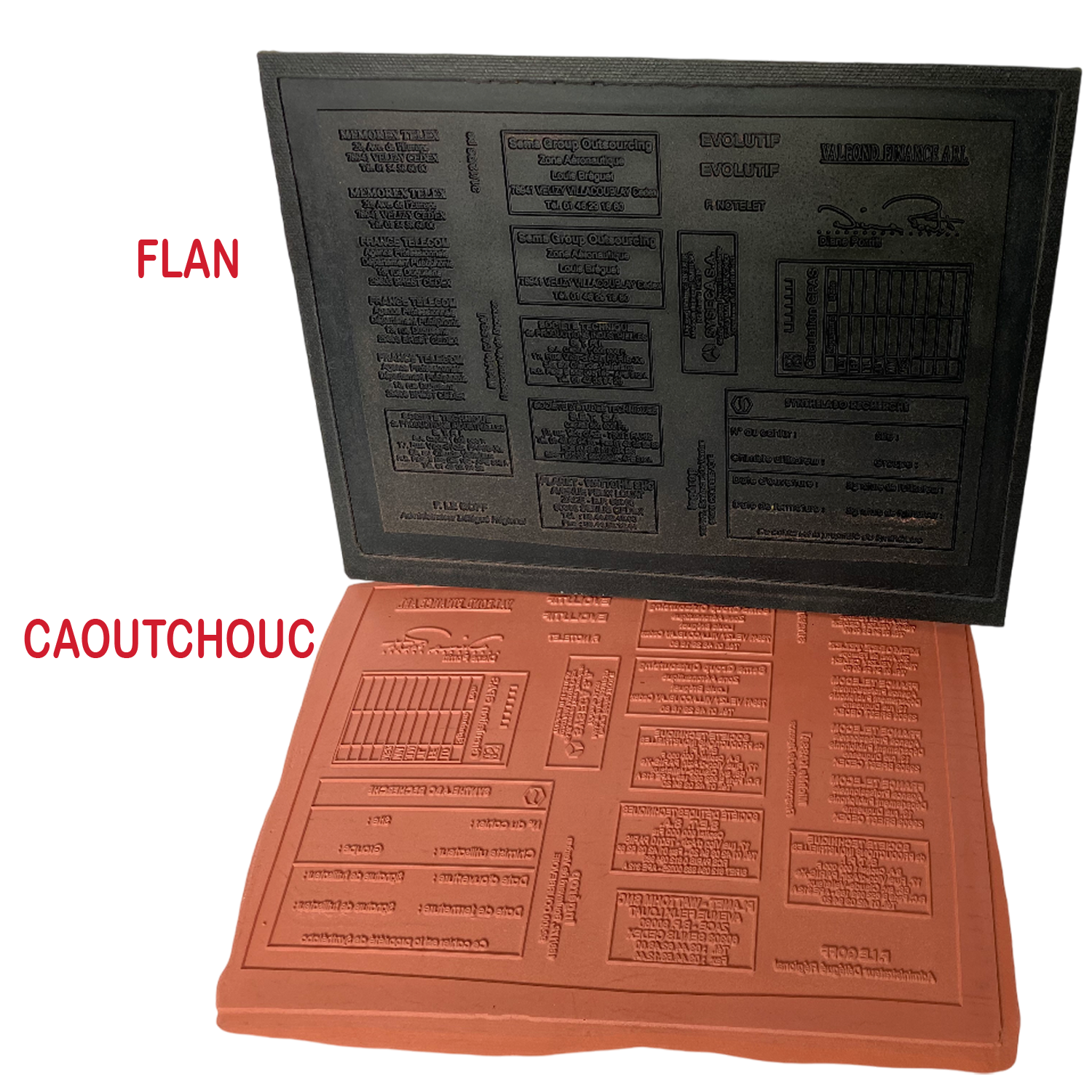
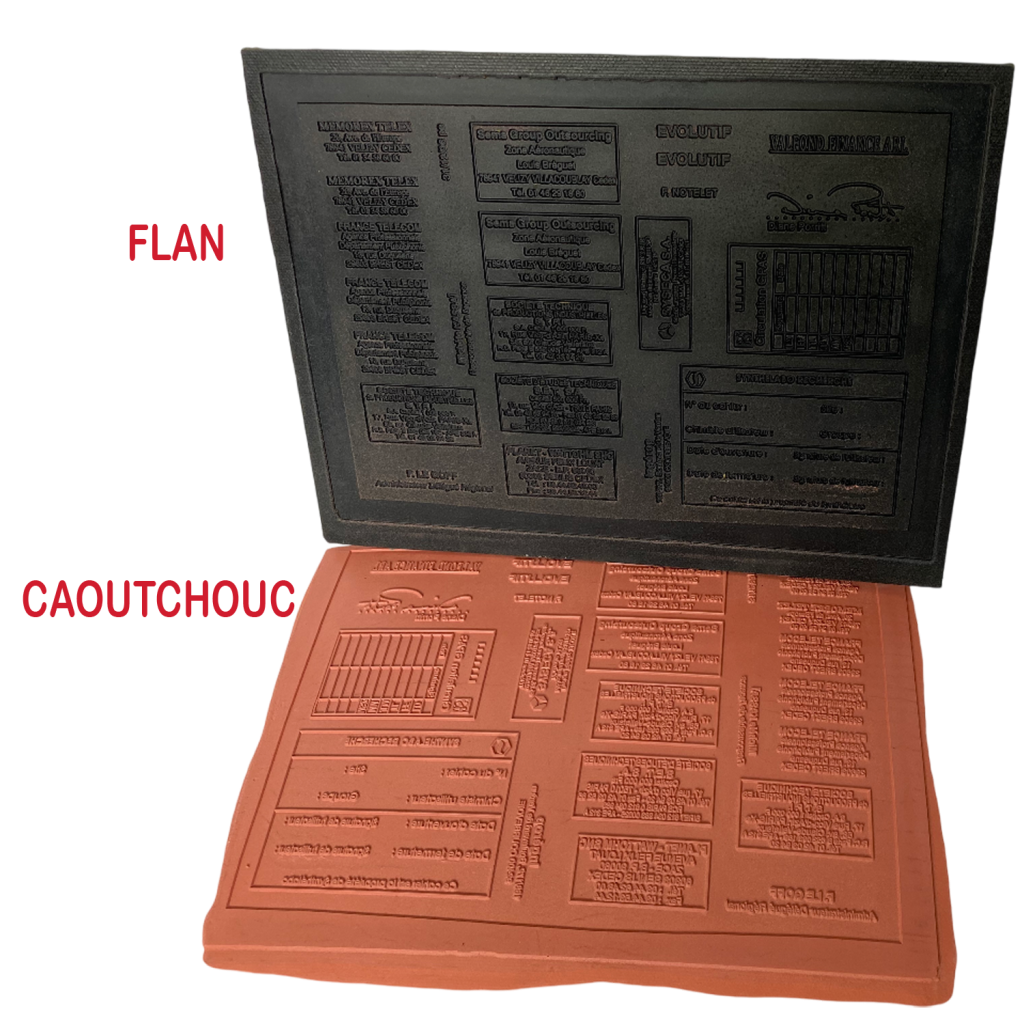
• Matrix board (Flan de clicherie)
Medium in which the relief photopolymer is molded to form the matrix (hollow mold).
The matrix board is softened at a high temperature, then the photopolymer is pressed inside using a molding press.
After baking, the hollow matrix used for molding the rubber is obtained.
• Unvulcanized rubber
Rubber sheet placed on the matrix, then molded in the vulcanizing press (identical to the molding press).
The rubber is baked and vulcanized in the matrix, then the resulting sheet is cut to form the stamps, intended to be mounted on wooden or self-inking mounts.
Features:
Positive film and daylight film
The daylight film is a UV-sensitive film used to produce negative film through a positive film (tracing) printed on an inkjet or laser printer.
The negative is exposed in the Thermogravor photopolymer machine and is developed (developer) and fixed (fixer) in trays.
Daylight and positive films are available in A4 format in packs of 100.
Matrix board
Thicknesses: 4mm, 5mm, 6mm, 7mm, 8mm, 9mm.
A4 format (315 x 235 mm), in boxes of 20, 50, or 100 sheets
650 x 500 mm format, in boxes of 10, 20, or 25 sheets
Hard photopolymer
Hard photopolymer is a relief-based photosensitive plate that ensures the creation of the matrix in the board through pressure molding.
It is obtained by UV exposure through a negative. The parts exposed to UV resist water development and create the relief of the plate. The unexposed parts are removed by brushing.
The thickness of this relief determines the future height of your stamp characters.
Thickness: 1.75, water-developable.
A4 format in packs of 20 sheets.
Release agent
Facilitates the release of the photopolymer from the board.
420 ml aerosol spray
Vulcanizing rubber
Available in roll form, in several colors: white, red, blue, or other colors upon request
Double-sided tape
Allows for mounting the stamp onto the base.
Roll of 320 mm x 25 m.
Accessories available with this product
Examples of applications using this product
Find out what this product can be used for.


FAQ on Rubber stamps
What is a Marking Stamp?
A marking stamp, also known as a seal or rubber stamp, is a manual or automatic instrument used to mark and print a pattern on various types of media.
Its flexibility of use allows it to effectively meet two major areas of application:
Administrative and professional context
- Authentication of official documents (company seal).
- Dating documents (date stamps).
- Repetitive notations in accounting, secretarial, or logistics work.
- Cancellation and document tracking.
Creative and hobby context
- Used in stationery and scrapbooking.
- Decoration of invitations and greeting cards.
- Packaging and label customization.
- Creation of unique and decorative materials.
A traditional stamp consists of three essential elements that ensure its operation:
- The ink pad: a felt pad or cartridge soaked in ink.
- The die (or impression): the engraved relief part containing the text or logo, made of rubber or polymer resin.
- The mount (or handle): an ergonomic support ensuring grip and marking pressure.
Choosing the right ink depends primarily on the material to be marked and the conditions of use:
- Standard inks for paper.
- Fast-drying or alcohol-based inks for non-porous surfaces (plastic, metal, glass).
- Specific inks for textiles, resistant to washing.
- Technical inks for industrial applications or demanding outdoor conditions.
How does a Marking Stamp work?
A marking stamp allows ink to be transferred onto a substrate to reproduce text, a logo, a number, or any other visual quickly and repeatably.
Regardless of the system used, the principle remains the same: a pattern is loaded with ink and then applied by pressure onto the surface to be marked.
A stamp marking system generally relies on three essential elements:
- The pattern carrier
This is the element that contains the visual to be reproduced (text, logo, numbering, symbol, etc.). - The inking system
It provides ink to the pattern before each impression. Depending on the technology used, the ink can be integrated directly into the stamp or applied via a separate ink pad. - The application mechanism
It ensures contact between the stamp and the substrate to obtain a clean and consistent marking.
Depending on production needs and the substrates to be marked, there are several marker stamp technologies available :
- Rubber
- Photopolymer resin
- Pre-inked version
Operation of the different types of stamps:
Rubber or photopolymer resin stamps
- The stamp is impregnated with the ink contained in the ink pad
- It is then applied to the substrate to be marked to transfer the ink
- A new ink application is required for each impression
Pre-inked stamps
- The ink is integrated directly into the material
- It is stored in a microporous structure composed of ink microcapsules
- Marking is performed without prior external inking
How is a stamp manufactured?
Manufacturing a rubber stamp involves creating a surface capable of reproducing a visual (text, logo, number, or symbol) and then integrating it into an inking system.
The manufacturing process takes place in 4 steps and applies equally to resin stamps, traditional rubber stamps, and pre-inked models.
- Graphic design
Texts, logos, and layouts are created or adjusted on a computer using DTP software to prepare the final visual. - Negative exposure
The visual is printed on a high-density transparent film to create a perfect negative.
The areas intended for marking remain transparent while the background becomes completely black and opaque. - Creating the relief (the cliché)
The negative film is exposed to UV rays in an exposure machine.
The light passes through the transparent areas and hardens the photosensitive material.
This results in:
– either the final stamp directly (in the case of resin stamps);
– or a relief cliché (hard photopolymer) serving as a master template. - Final molding (for rubber and pre-inked)
The relief cliché is hot-pressed into a matrix to create a reusable recessed mold.
This matrix then allows for:
– pressing and vulcanizing traditional rubber;
– or gelling the specific ink used to manufacture pre-inked stamps.
Resin Stamp or Rubber Stamp: which one to choose?
There are several technologies available for manufacturing a marking stamp. The two main families are the Resin Stamp (photopolymer) and the Rubber Stamp, which is produced either by laser engraving or by the traditional molding method. Each process offers advantages depending on the production volume, budget, and level of performance required.
Resin Stamp (Photopolymer)
Resin is a solution particularly appreciated for its simplicity of manufacturing and its low investment cost.
Advantages:
- rapid manufacturing: approximately 25 minutes for the complete cycle;
- compact footprint: the entire process is centralized in a compact machine;
- affordable investment and low cost price;
- ideal solution for starting a business.
Disadvantages:
- marking quality is more standard than rubber;
- less efficient ink transfer;
- low resistance to specific inks, particularly alcohol-based ones;
- more limited durability over time.
Rubber Stamp (Laser and traditional method)
Rubber remains the premium solution for demanding applications.
Common advantages
- excellent ink rendering thanks to the material structure;
- high chemical resistance;
- compatible with specific inks;
- very high wear resistance;
- long service life.
Laser-manufactured rubber
The laser is particularly suitable for the rapid manufacturing of individual parts.
Advantages:
- extremely fast manufacturing for a single stamp (approx. 3 min 30);
- great flexibility for unit orders.
Disadvantages:
- high investment in laser equipment;
- significant production time for large series;
- high dust production requiring regular maintenance;
- no economies of scale on reprints.
Rubber manufactured by traditional method
Traditional manufacturing remains the benchmark for repetitive production.
Advantages:
- lower investment than a laser system;
- excellent profitability for production runs;
- once the mold is created, reprints are very fast and economical.
Disadvantage:
- longer startup time to create the first mold (approximately 1 hr 10 min for an A4 sheet).
In summary:
- Resin → ideal for starting quickly with a low investment.
- Laser rubber → perfect for quick, one-off productions.
- Traditional rubber → the most cost-effective solution for series production.
What equipment is required for the manufacturing of rubber stamps?
The manufacturing of rubber stamps relies on two distinct technologies. The choice of material will therefore directly depend on the preferred production method:
Manufacturing via laser engraving (The direct method)
This modern technology allows for engraving rubber directly from a digital file.
It requires:
- A CO₂ laser engraver (LTT or AEON range): This is the central equipment that carves the impression into the rubber.
- Une puissance adaptée : La vitesse de production dépend directement de la puissance du tube laser choisie. Plus la puissance est élevée, plus la gravure du caoutchouc est rapide, augmentant ainsi votre productivité.
Pour en savoir plus sur les spécificités de cette technologie, vous pouvez consulter notre section dédiée à la gravure laser CO₂.
La fabrication par méthode traditionnelle (La méthode par moulage)
Cette méthode historique reste la plus adaptée pour la production en série et les retirages fréquents (comme dans le scrapbooking). Elle requiert trois types d’équipements :
- An office printer: A standard laser or inkjet printer to produce the film (the positive).
- A photopolymer machine (Thermogravor range): It allows for the manufacturing of the relief cliché (the rigid negative) from the printed film.
- An embossing press: This thermal equipment performs the two successive pressing operations: molding the flan (creating the hollow matrix) and then curing and molding the final rubber in that mold.
Does the manufacturing of rubber stamps require a specific environment?
Whether using laser engraving or traditional methods (press molding), producing rubber stamps generally does not require heavy industrial infrastructure.
A standard workshop is sufficient in most cases, provided you have an organized and comfortable working environment.
- An adapted workspace
The workshop must have enough space to install manufacturing equipment (press, exposure unit, or laser engraver, depending on the technology used). It is also recommended to provide: – a workbench for cutting and assembly operations.
– a dedicated storage area for consumables (rubber, mounts, blanks, accessories).
– smooth circulation around the equipment.
- Proper ventilation for work comfort
Rubber curing or engraving operations can generate odors and, depending on the processes used, emissions that are best vented out.
It is therefore advisable to work in a properly ventilated room.
To improve daily comfort, installing mechanical ventilation or a suitable extraction system can be a real asset.
Why does the rubber stamp remain a standard in scrapbooking?
In the scrapbooking sector, designers and stamp manufacturers must very often reproduce the same pattern multiple times over time, a process known as reprinting. This is precisely where the traditional rubber stamp manufacturing method outperforms all other technologies.
The principle of the reusable matrix (The secret to profitability)
The traditional process is based on a highly advantageous molding technique:
- Creation of the initial mold: Initially, a relief plate (photopolymer) is molded into a special matrix board using a molding press. This produces an intaglio matrix that serves as a perfect mold.
- Moulage du caoutchouc : Le caoutchouc est pressé et cuit dans cette matrice pour donner naissance au tampon final.
- Un stockage simple et précieux : Ce moule en creux peut être précieusement conservé et archivé. Il ne prend que très peu de place et reste disponible à tout moment.
Les avantages concrets pour le marché des loisirs créatifs
- Ultra-fast and economical reprints: When a stamp design is successful and reordered by various customers, there is no need to recreate the design from scratch. Simply retrieve the stored mold and press rubber into it. The only raw material consumed is rubber, making this the fastest and most economical process on the market.
- Great production flexibility: This system allows for on-demand production, with the same ease, whether you are creating a full sheet of different stamps or a simple reprint of a single design.
The limitations of other technologies (Laser and Resin)
Conversely, modern techniques using laser engraving or resin polymerization show their limitations in a repetitive production context:
- They require repeating all manufacturing steps (file preparation, machine settings, complete material processing) for every new order.
- This lack of a reusable mold makes laser and resin technologies much less competitive and less suited to the needs for frequent reprints specific to the world of scrapbooking.
What are the manufacturing lead times and production costs for Rubber and Resin Stamps?
The table below summarizes the characteristics of the 3 types of stamps:
|
RESIN STAMP |
TRADITIONAL RUBBER STAMP |
LASER RUBBER STAMP |
|
| Production time
For an A4 format (40 stamps) |
30 minutes (excluding composition) |
1 hour 15 minutes
(excluding composition) |
From 2 h 30 min (30 W power) To 45 min (100 W power) |
| Production time
For a single stamp |
30 minutes (excluding composition) |
1 hour 15 minutes
(excluding composition) |
From 4 min (30 W power) To 1 min (100 W power) |
| Production time
For reprinting an A4 format |
30 minutes |
6-5 minutes
(only the rubber needs molding) |
From 2 H 30 (30 W power) To 45 min (100 W power) |
| Unit cost price* for a stamp
(based on 40 stamps /A4) |
0.29 € |
0.72 € |
0.19 € |
|
Unit cost price* for a reprint Price of the first stamp Price of subsequent copies |
0.29 € 0.29 € |
0.72 € 0.07 € |
0.19 € 0.19 € |
| *Excluding labor and equipment depreciation | |||
In conclusion:
- Resin requires a low investment and is relatively economical and fast.
- Traditional stamping is very attractive as soon as manufacturing involves high volumes and frequent reprints (e.g., scrapbooking)
- The laser is attractive for its speed on small quantities, or requires a significant investment (100W power) for larger quantities. It is important not to overlook the maintenance costs of laser equipment in this business.
What is an ink stamp used for?
The 4 main areas of application for ink stamps:
Corporate and administrative field
- A daily tool for companies and administrations for authenticating official documents
- Used on commercial documents: quotes, contracts, delivery slips
- Complements dates and signatures on documents
- Also includes daters and numberers
Scrapbooking and creative stationery
- Used for personalizing handmade creations: albums, announcements, invitations
- Allows for the creation of numerous visual and decorative effects
- Compatible with various accessories: metallic inks, multicolor inks, embossing powders for relief effects
Textile marking
- Used for marking clothing and textiles
- Specific inks resistant to repeated washing
- Good durability over time without degradation of the mark
Industrial and technical solutions
- Meets demanding technical specifications
- UV inks for outdoor resistance and environmental constraints
- Acid inks for etching and traceability (e.g., marking on glass, light bulbs, technical parts)
THERMOFLAN advantages
Over 60 years of experience
Permanent stock
Best quality/price ratio
Technical availability
Demandez conseil à nos experts
Comment pouvons-nous vous aider ?